公司固定电话:0752-3550063/全先生(总经理):13928370830

在工业制造领域,气动工具(如气动扳手、气动钻、气动打磨机等)因其高效、轻便、耐用等特性,广泛应用于汽车、航空、机械加工等行业。而熔模铸造(又称精密铸造)作为气动工具核心零部件的关键生产工艺,能够实现复杂结构、高精度、高表面质量的金属部件制造。本文将深入解析气动工具熔模铸造的工艺流程、技术优势及行业应用,帮助读者全面了解这一精密制造技术。
熔模铸造是一种通过蜡模复制金属件的精密铸造方法,尤其适合气动工具中高精度、薄壁、复杂结构的零部件生产。其核心流程包括:
模具开发:根据气动工具零部件的3D模型,设计压型模具,并考虑蜡模收缩率(通常按2%计算)。
射蜡成型:将熔融蜡料注入模具,冷却后形成蜡模,确保表面光洁无缺陷(如气泡、流痕等)。
修蜡与组树:修整蜡模毛刺,并将多个蜡模组装到浇注系统(模头)上,形成蜡模树。
涂挂浆料:将蜡模树浸入陶瓷浆料(如水玻璃+石英砂混合液),形成初层涂料。
撒砂与干燥:逐层涂挂浆料并撒砂(如锆砂、刚玉砂),重复5-7次,形成8mm左右的坚固型壳。
脱蜡:将型壳置于高温蒸汽或热水中,使蜡模熔化流出,得到中空型腔。
高温焙烧:将型壳加热至860-950℃,去除残余蜡料并提高型壳强度。
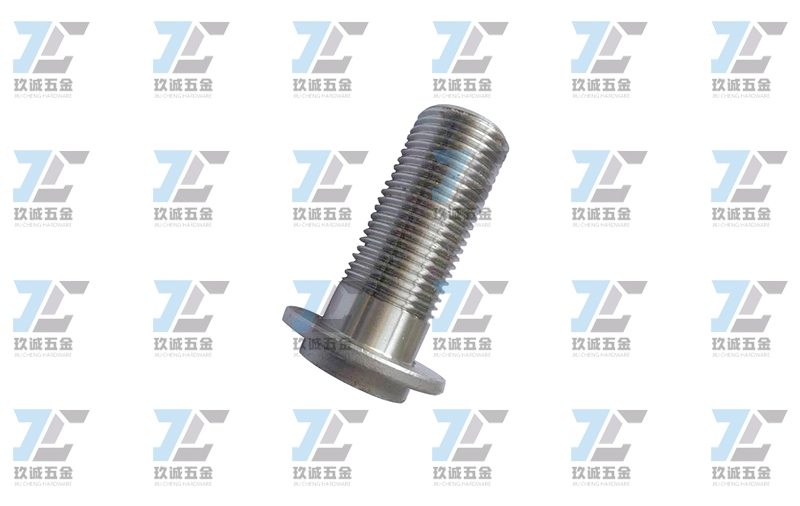
金属熔炼与浇注:将熔融金属(如不锈钢、铝合金)注入型壳,冷却后形成铸件。
脱壳清理:通过振动或喷砂去除型壳,切割浇注系统。
热处理与表面处理:根据材料需求进行正火、淬火等热处理,并抛光、喷丸以提高表面质量。
质量检测:采用X光探伤、尺寸检测等手段确保铸件无缺陷。
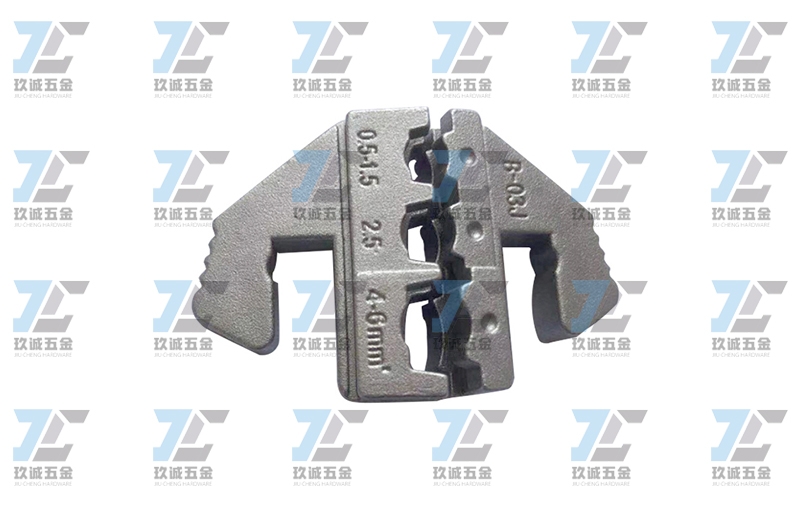
熔模铸造可生产壁厚0.5mm以下的精密部件(如气动工具齿轮、阀体),尺寸公差可达CT4-CT6级(±0.1mm)。
适用于复杂流道、内部空腔等传统机加工难以实现的几何形状。
型壳内表面光洁度高,铸件无需大量后续加工,节省成本。
适合气动工具中需低摩擦、高密封性的关键部件(如气缸、活塞)。
可铸造不锈钢、碳钢、铝合金、铜合金等多种金属,满足不同工况需求。
尤其适合高耐磨、耐腐蚀的气动工具零部件(如叶片、喷嘴)。
相比压铸或砂型铸造,熔模铸造更适合中小批量、高附加值产品的灵活制造。

气动马达叶片:熔模铸造确保叶片薄壁(0.3-0.5mm)且动平衡性能优异。
铝合金阀体:一体化成型减少泄漏风险,提升密封性。
高强度齿轮:通过热处理优化齿面硬度,延长工具寿命。
数字化工艺优化:采用ProCAST等仿真软件模拟浇注过程,减少气孔、缩松缺陷。
环保型材料:开发低污染型壳粘结剂(如硅溶胶替代水玻璃)。
自动化升级:机器人涂壳、智能脱蜡等技术的应用提升效率。
熔模铸造工艺凭借其高精度、复杂成型能力和优异的表面质量,成为气动工具制造中不可替代的核心技术。随着数字化、自动化技术的深度融合,未来这一工艺将进一步推动气动工具向轻量化、高性能方向发展。对于制造商而言,优化熔模铸造流程、提升良品率,将是抢占高端市场的关键。