公司固定电话:0752-3550063/全先生(总经理):13928370830

熔模铸造知识综合分析
一、熔模铸造的原理和特点
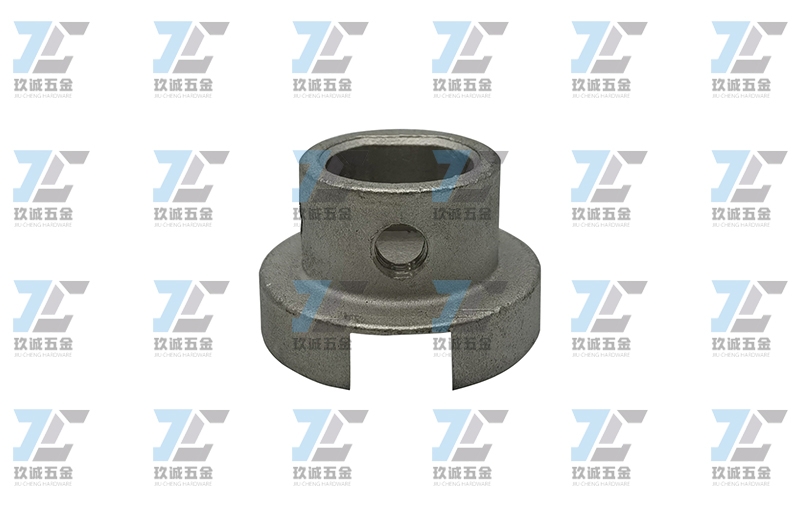
熔模铸造,也称为精密铸造或失蜡铸造,是一种由可熔材料(蜡和塑料等)制成的精确可熔性模型。),其上涂有几层耐火涂料,干燥硬化成整体外壳,然后加热失去外壳的模型,再高温烘烤成为耐火外壳。液态金属被倒入外壳并冷却形成铸件。

成型材料、压蜡、装模、修模、涂挂、砂光、脱模、焙烧、浇注、冷却、落砂、清理。
与其他铸造方法相比,熔模铸造的主要优点如下:
1)尺寸精度高、表面粗糙度低的铸件可铸造成复杂形状,一般精度为5-7级,粗糙度为25-6.3 m;
2)可以铸造薄壁铸件和重量小的铸件。熔模铸件的最小壁厚可达0.5毫米,重量可小至几克;
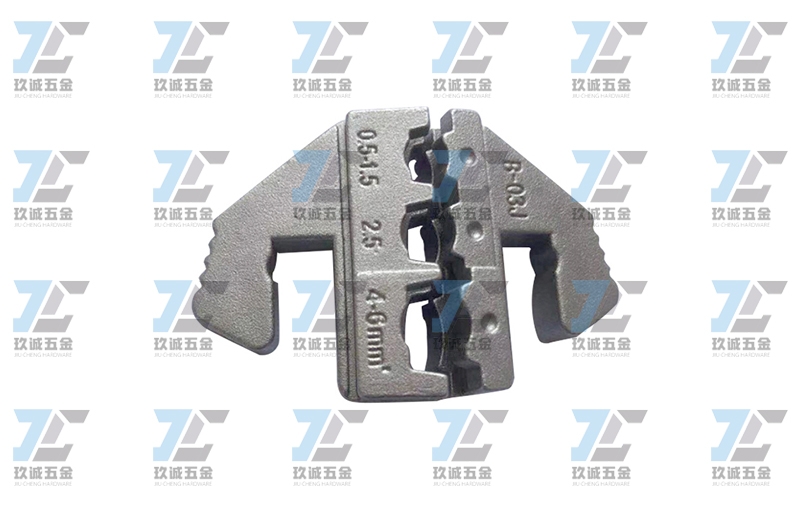
能铸造精细的图案、文字、有细槽和弯曲气孔的铸件;
3)熔模铸件的形状和内腔形状几乎不受限制,可以制造出砂型铸造、锻造、切削等方法难以制造的形状复杂的零件,部分总成和焊件稍加结构改进后可直接铸造成整体零件,从而减轻零件重量,降低生产成本;
4)铸造合金的种类几乎没有限制,常用于铸造合金钢零件、碳钢零件和耐热合金铸件;

5)生产批次不限,可从单件批量生产。
这种铸造方法的缺点是工艺复杂,生产周期长,不适合生产轮廓尺寸大的铸件。
例1:2400年出土的尊盘编钟——举世无双,精美绝伦
例2:云南清蜡方法及航空叶片铸造工艺
二、模具材料类型及性能要求
(1)成型材料的分类
随着熔模铸造技术的发展,不同成分的模具材料种类越来越多。一般根据成型材料的熔点,分为高温、中温、低温成型材料。
低温成型材料的熔点低于60C,目前国内广泛使用的含50%石蜡和50%硬脂酸的成型材料就属于这一类。
高温模具材料的熔点高于120,由松香50%、地蜡20%、聚苯乙烯30%组成的模具材料是典型的高温模具材料。
中温模具材料的熔点介于上述两类模具材料之间,目前的中温模具材料基本可以分为松香基模具材料和蜡基模具材料。
(2)模具材料性能的基本要求
热物理性能:适宜的熔化温度和凝固区间,热膨胀和收缩小,耐热性(软化点)高,液态无沉淀,固态无相变;
机械性能:主要包括强度、硬度、塑性、柔韧性等;
工艺性能:主要包括粘度(或流动性)、灰分、涂层性能等。
模具熔模铸造

三、成型工艺
根据模具材料的规定成分和比例,将各种原料熔化成液态,混合搅拌均匀,过滤除去杂质,倒入糊状模具材料中,可用于压制熔模。压缩成型广泛用于压缩投资。该方法允许使用液体、半液体以及固体和半固体模塑材料。液态和半液态成型材料在低压下压制,称为注射成型;半固态或固态成型材料在高压下压制,称为挤出成型。无论是注射成型还是挤出成型,都必须考虑填充和固化的优缺点。(1)压力注射成型
注射成型的注蜡温度通常低于熔点,模具材料为液态和固态共存的浆料或糊状。在浆料模具材料中,液相的量明显超过固相的量,因此液体的流动性保持不变。在这种状态下,熔模表面粗糙度低,不易出现湍流和飞溅造成的表面缺陷。糊模材料的温度低于浆模材料的温度,失去了流动性。表面缺陷虽少,但表面粗糙度较高。
注塑成型材料时,在保证良好填充的情况下,应尽可能采用低的成型材料温度和压制工作温度。压力越大越好。虽然在压力较高时熔模收缩率较小,但过大的压力和注射速度会使熔模表面不光滑,导致“冒泡”(熔模表皮下气泡膨胀),同时使模具材料飞溅,出现保冷缺陷。在成型过程中,为了避免成型材料粘连,提高熔模表面光洁度,应使用脱模剂,尤其是松香基成型材料。
(2)挤压成型
挤出成型将低温下处于塑性状态的模具材料挤出到模腔中,并在高压下成型,以减少和防止熔模收缩。挤出成型中的模具材料为半固态或固态。模具材料在正常情况下很硬,但在高压下可以流动,其特点是高粘度。因此,挤出过程中的压力取决于模具材料的粘度以及注射孔和腔中的流动阻力。模具材料粘度越大,注射孔直径越小,型腔尺寸越大,截面积越小,模具材料行程越长,模具材料流动时阻力越大,因此需要的挤压压力越高。采用半固态模料挤压成型,缩短了熔模凝固时间,提高了生产率,特别适合生产厚大截面铸件。
四.制壳工艺
制壳包括两个过程:涂层和砂光。涂装前,熔模应脱脂。涂装时应采用浸涂法。上漆和挂模时,油漆应均匀地涂在熔模表面,避免毛坯和局部积布;焊接接头、圆角、边缘和凹槽应使用刷子或专用工具均匀涂漆,以避免气泡;每层加固层涂装前,清理上一层的浮砂;在涂挂过程中,应定期搅拌涂料,掌握和调整涂料的粘度。
涂层和悬挂后,撒上沙子。最常用的砂光方法是流态砂光和雨砂光。通常,熔模从涂料槽中取出后,当其上剩余的涂料均匀流动且不连续滴落时,意味着涂料流动停止,开始冻结,砂粒可以散开。过早喷砂易造成涂层堆积;打磨过晚会导致砂粒粘在一起或粘不牢。砂磨时,熔模应连续旋转和倒置。打磨的目的是用砂粒固定涂层;增加外壳的厚度以获得必要的强度;提高外壳的通透性和退让性;防止外壳硬化时出现裂纹。砂磨的粒度应根据涂层选择,并与涂层的粘度相适应。表面涂层粘度小,砂粒粒度要细,才能获得表面光滑的型腔。一般可以选择砂粒大小为30或21的砂;加固层铺砂宜采用粗砂粒,分层加厚。制作贝壳时,必须在每次涂覆和打磨后充分干燥和硬化。动词(verb的缩写)缺陷及预防方法
熔模铸件的缺陷可分为表面缺陷和内部缺陷,以及尺寸和粗糙度超差。
表面和内部缺陷是指铸件欠铸、冷隔、缩孔、气孔、夹渣、热裂、冷裂等。
尺寸和粗糙度的超差主要包括铸件的伸长和变形。
表面和内部缺陷主要与合金液的浇注温度、型壳的烘烤温度和制备工艺、浇注系统和铸造结构的设计有关。
铸件尺寸和粗糙度超差的主要原因与压力机的设计和使用磨损、铸件结构、壳体的烘烤和强度以及铸件的清理有关。
例如,熔模铸造欠铸时,原因可能是浇注温度和型壳温度低导致金属液流动性降低,铸件壁太薄,浇注系统设计不合理,型壳烘烤不够或透气性差,浇注速度太慢,浇注时间不足。此时,应根据铸件的具体结构和涉及的相关工艺来解决问题和消除缺陷。